

Types of welding defect
- Undercut
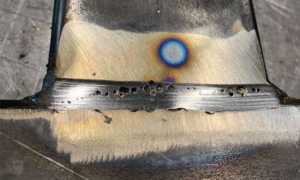
- Blow hole
- Gas pocket
- Overlap
- Crack
- Pore-penetration
- Deformity
- Slag inclusions
- Porosity
- Pinhole
- Spatter
- Burn
Types of welding defect details;
What is an undercut in welding?
Undercutting is cutting the side of base metal or weld metal due to excessive heating of the arc while welding. If the amount of current is high. If the arc length or distance is greater. If the correct size electrode is not used. If there is no proper electrode holding, If welding at high speed, When welding on dirty plates.
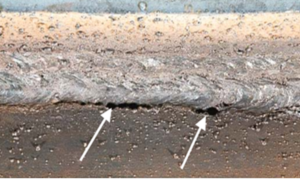
What is a blowhole in welding?
Blow holes are holes that are often formed by gas, slag, or dirt trapped in the weld metal during welding. If the best metal has dirt, dust, oil, grease, rust, etc. If the arc length or distance is long, if the current is high, if we use wet electronics, if the welding speed is high, if the second run is not properly cleaned or chipped, if the trapped gas cannot escape.

What is a gas pocket in welding?
Gas pockets are often trapped inside or between the welding metal due to the gas or arm being stuck in the weld metal during welding. If the current is not set correctly if welding on a dirty plate, if the electrode is not the correct size if a wet or damp electrode is used.
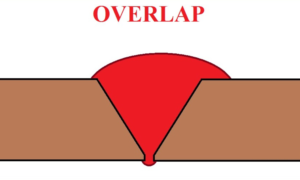
What is an overlap in welding?
During welding, excess metal deposited on the base metal on both sides of the joint is called overlap. If the amount of current is low, if the welding speed is low, if the electrode is thicker than the correct size electrode, if the arc length is too long, if the electrode melts before the metal melts, if the electrode holding angle is not correct.
What is a crack in welding?
When it cools down after winding, sometimes the cracks that are seen in the weld metal are cracks. If the amount of current is high, if the base metal is less than the thickness of the two, if the electrode is not of the correct size, if water is applied to the joint while it is hot, if the joint is cooled quickly, if the alloy or alloy casting or welding metal is not correct, and if the cooling method is not correct.

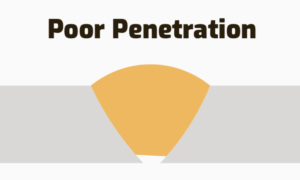
Weak/pore penetration?
Poor pore penetration is when the electrode melts during welding and does not penetrate as far into the base metal as it needs to. If the amount of current is less, if the speed of welding is faster, if the diameter of the electrode is more than the correct size, if the gap between the sides of the pair is less, if the length of the arc is longer, if the angle of holding the electrode is not correct.
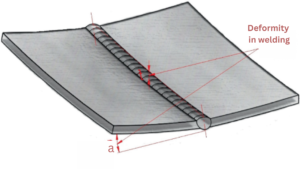
What is a deformity in welding?
Due to uneven heating of the parent metal or base metal during welding and uneven cooling after welding, the base metal becomes twisted or bent. If the thickness of the two base metals varies, if not pre-heated, if not properly cooled.
What is porosity in welding?
During welding, air or gas is trapped in the weld area, and small holes in the weld metal are called porosity. If wet or damp electrodes are used, if there is rust, oil or grease, dirt, etc. in the weld area or in the base metal, if welding at a fast speed, if the arc length is too high, if the base metal has a high sulfur content, and if the welding current is high.

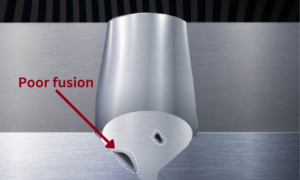
What is poor fusion or low melting?
Poor fusion occurs when the weld metal does not fuse properly with the parent metal or base metal at the joint due to low heat during welding. If the current is too low, if the welding speed is too high, if the electrode is thicker than the correct size if the thickness of the base metal is different, and if the electrode is wet.
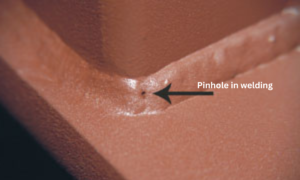
What is a pinhole in welding?
During welding, if there is oil, grease, dust, dirt, rust, etc. in the joint of the base metal, a pinhole is seen in the weld metal. If using wet or damp electrodes, If there is oil, grease, dust, dirt, rust, etc. in the base metal, if the welding speed is high, if the arc length is high, if the sulfur content in the base metal is high, and if the welding current is high.
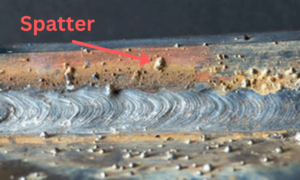
What are spatter or metal particles in welding?
During welding, due to very high heat, the electrode melts and the metal particles are scattered around the joint instead of at the specific point of the joint. This is called spattering. If the current is high, the arc length is long, a wet or damp electrode is used, and the electrode holding angle is not correct.
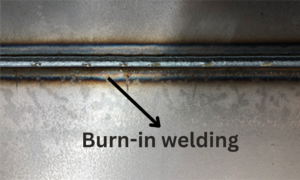
What is burn-in welding?
During welding, due to excessive heat, any part of the joint becomes a hole, so the weld metal does not accumulate in the joint; it falls down through the hole and is burned. Suppose the amount of current is too high. Suppose the arc length is too long; if an electrode smaller than the correct size is used, the electrode holding angle is not correct.
How to repair welding defects
According to the thickness of the base metal, the right size, quality, and moisture-free electrode should be taken; if the thickness is less than more, it should be ‘V’ according to the correct joint or design, and the current setting should be taken according to the size of the electrode; the joint can be cooled with water while hot. No, joint space cannot be quenched rapidly and should be cooled as per rules, if alloy or carbide, casting or casting metal should be pre-heated and cooled as per rule with lime, asbestos cloth, and a furnace, properly and properly It should be pre-heated according to the rules and cooled by following the correct method according to the correct rules.
Read More:












